Time savings up to 90% with better quality
- Complete processing (coping and rounding) on 135° corners, for example
- Examples of workpieces: Corner shelves, base unit shelves
- Good quality of the cut surfaces, not achievable with manual labour
- For plastic and wood materials
- Relatively small investment
- BG-tested, GS mark
- Property right registered at the patent office (20 2005 004 759.7)
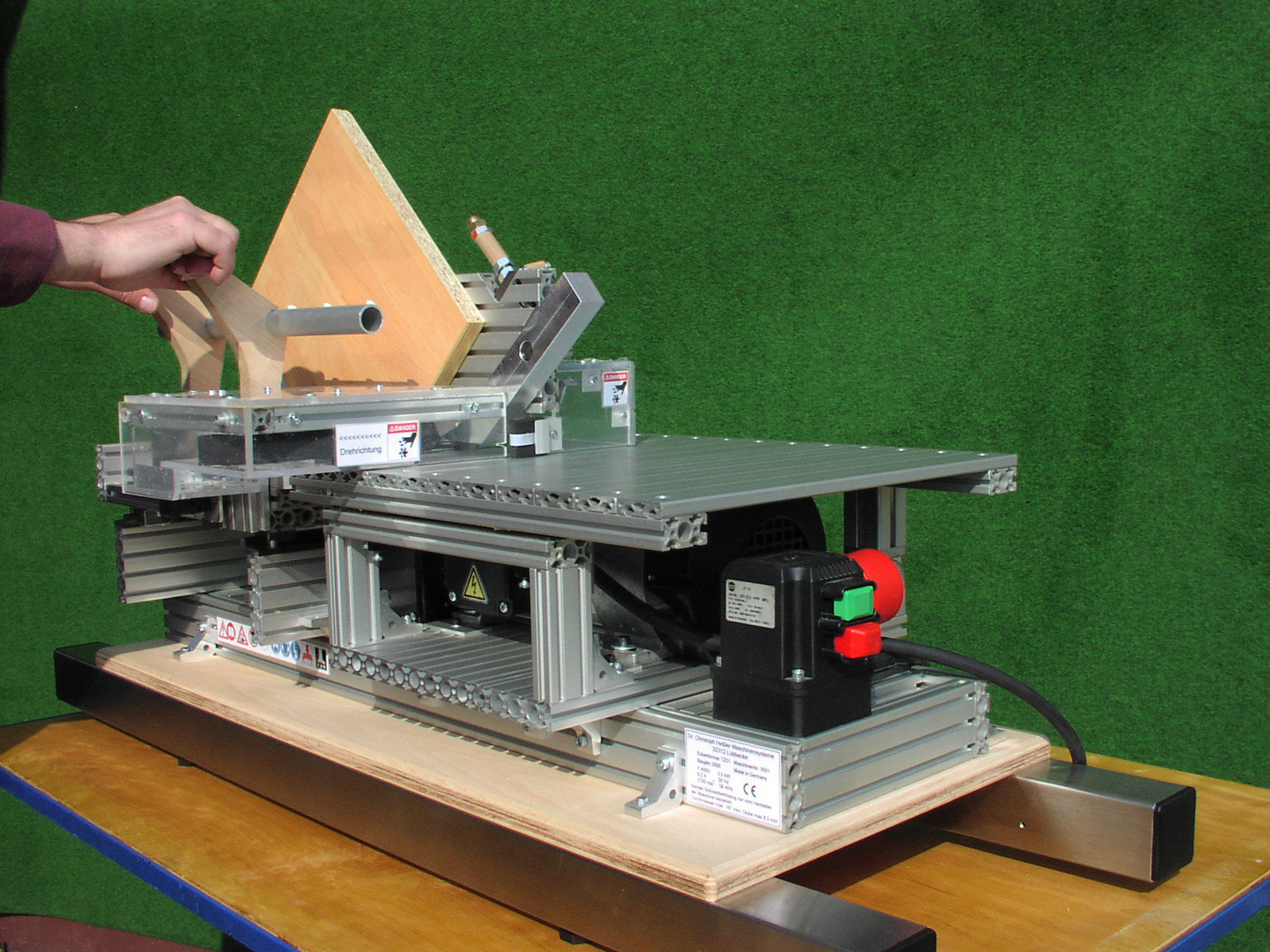
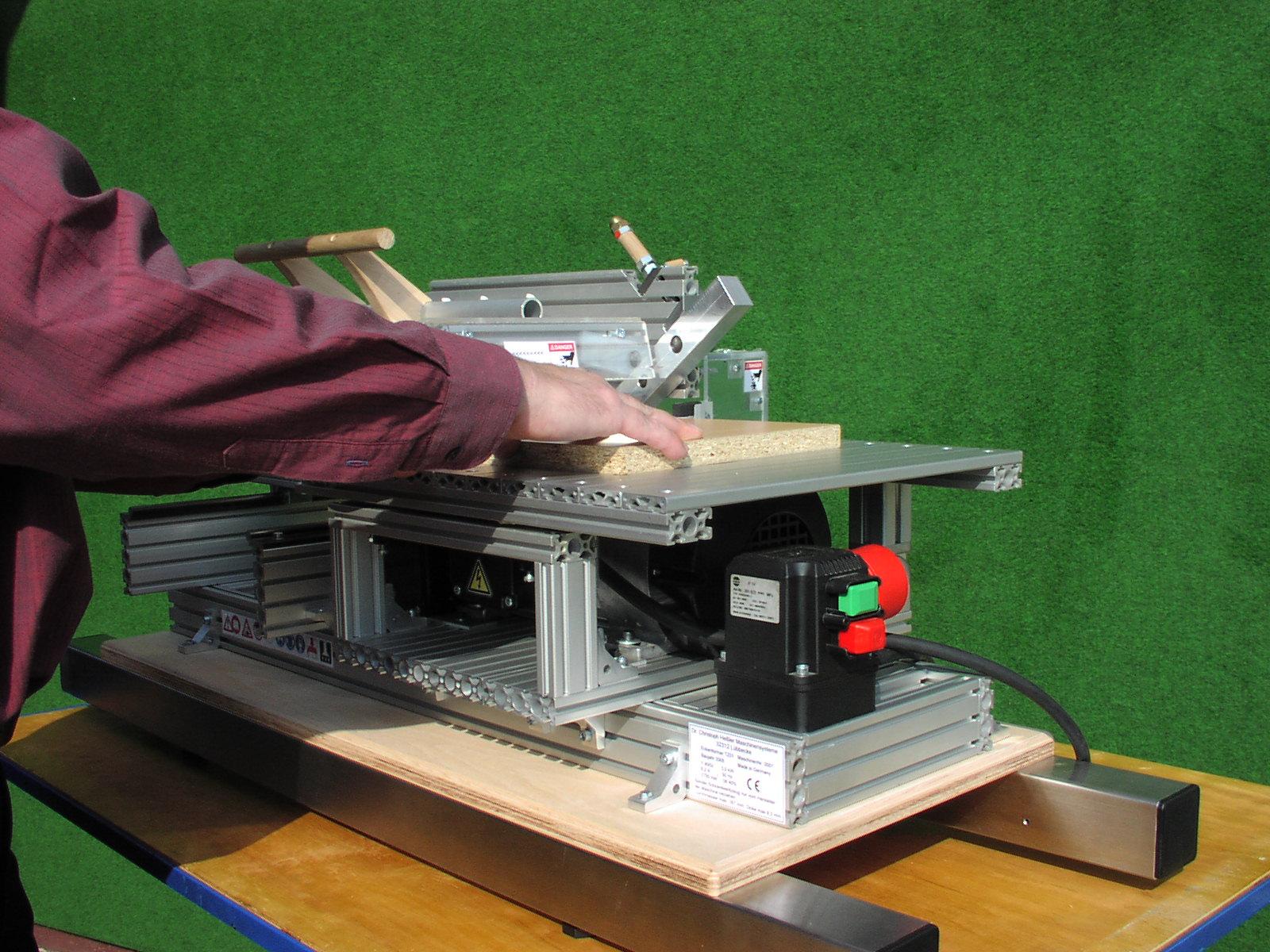
Corner former TZ 01
Eckenformer TZ 01 135F in use
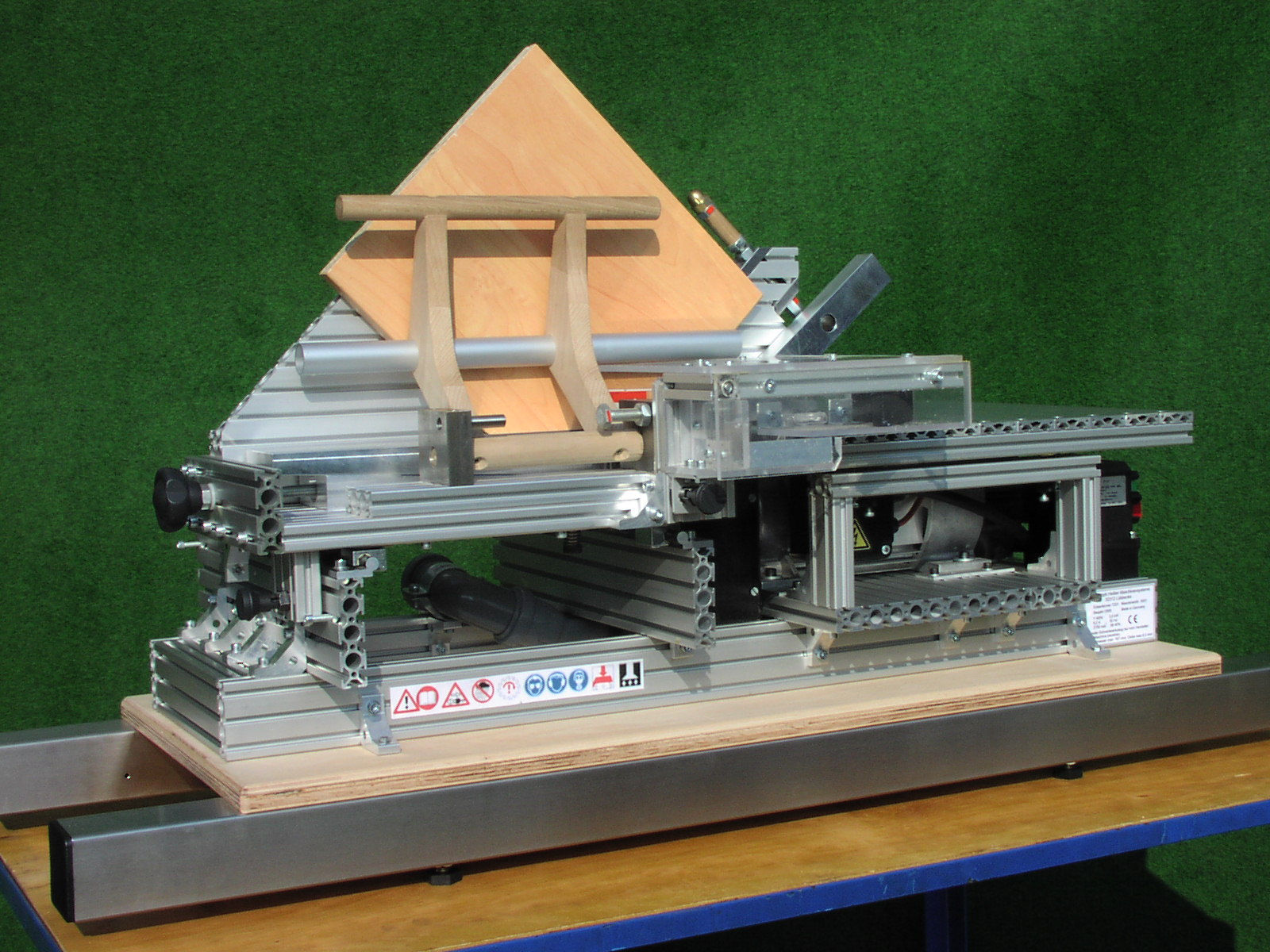
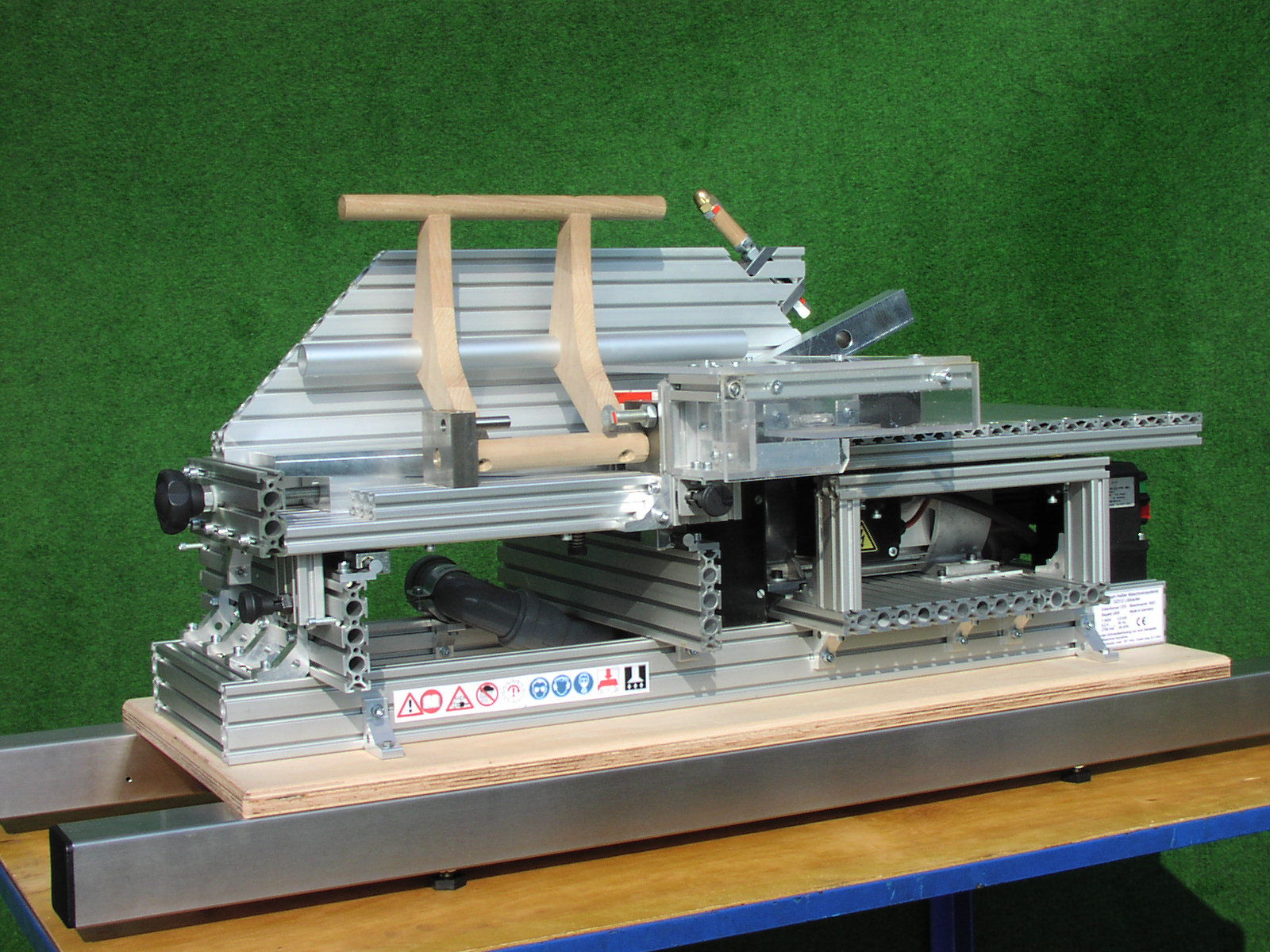
System features
Field of application
- For plastic and wood materials
- Examples of workpieces: Corner shelves, base unit shelves
- Complete processing (coping and rounding) on 135° corners, for example
Function and operation
-
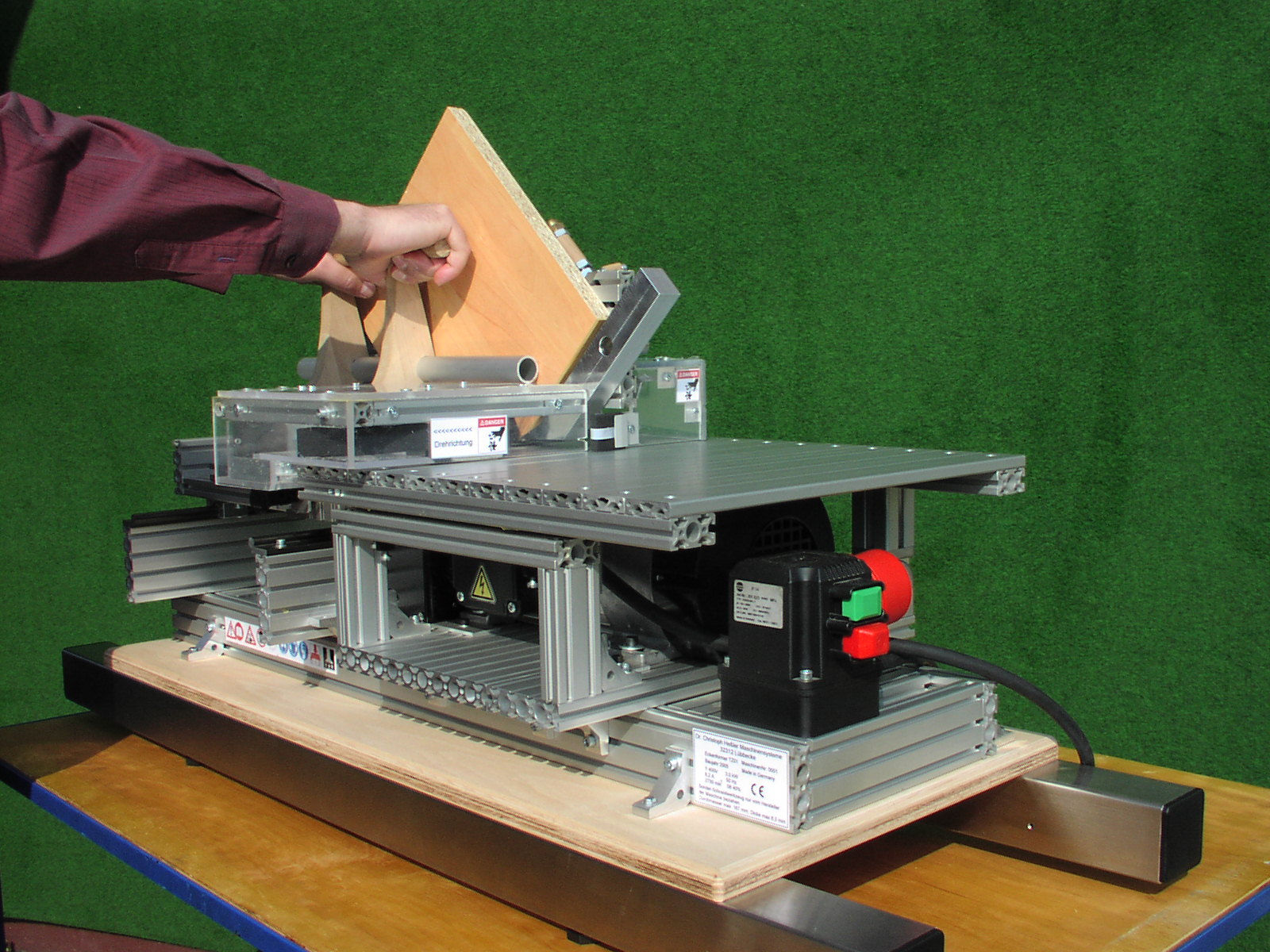
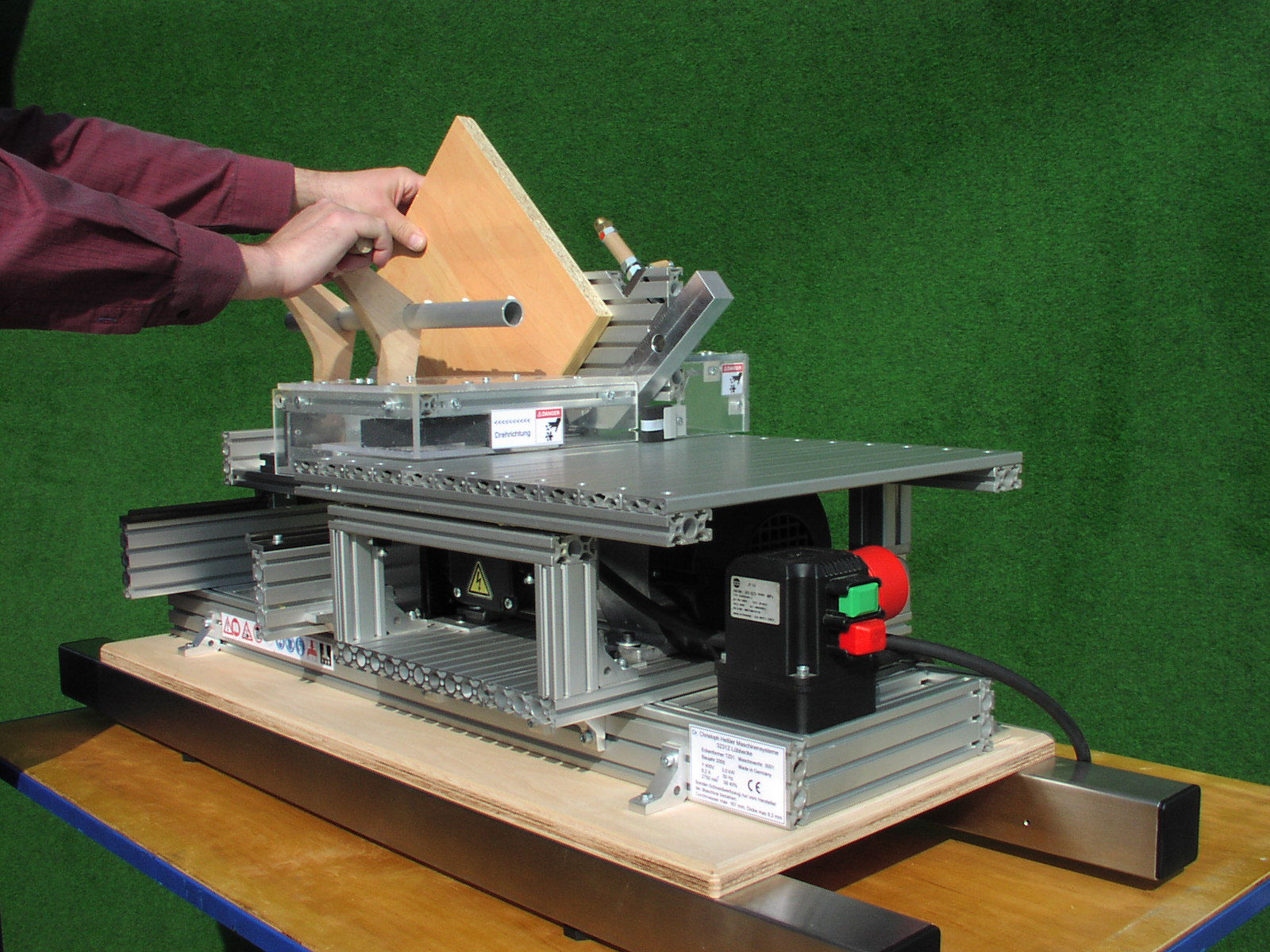
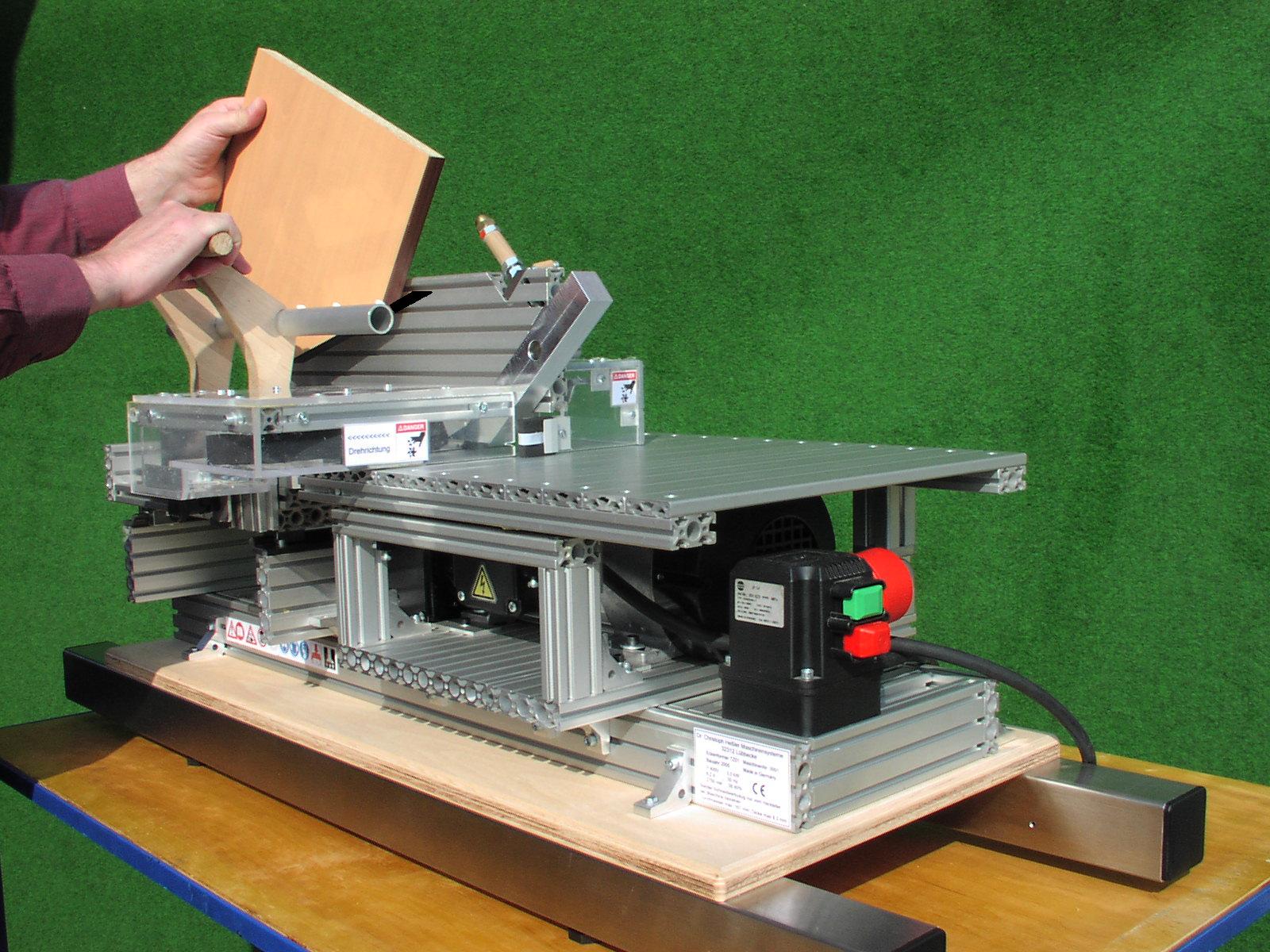
- Start: The part is inserted into the left-hand side of the corner former on a movable table and pushed against the front stop.
- Step 1: The part is clamped in this position with a lever. By further increasing the force, the table with the part is set in motion and moved past the rotating tool, the protruding end of the edge strip is milled off and the part is given a radius (shown as a dashed line). There are now still pointed residual corners (top and bottom), which are removed in the next step.
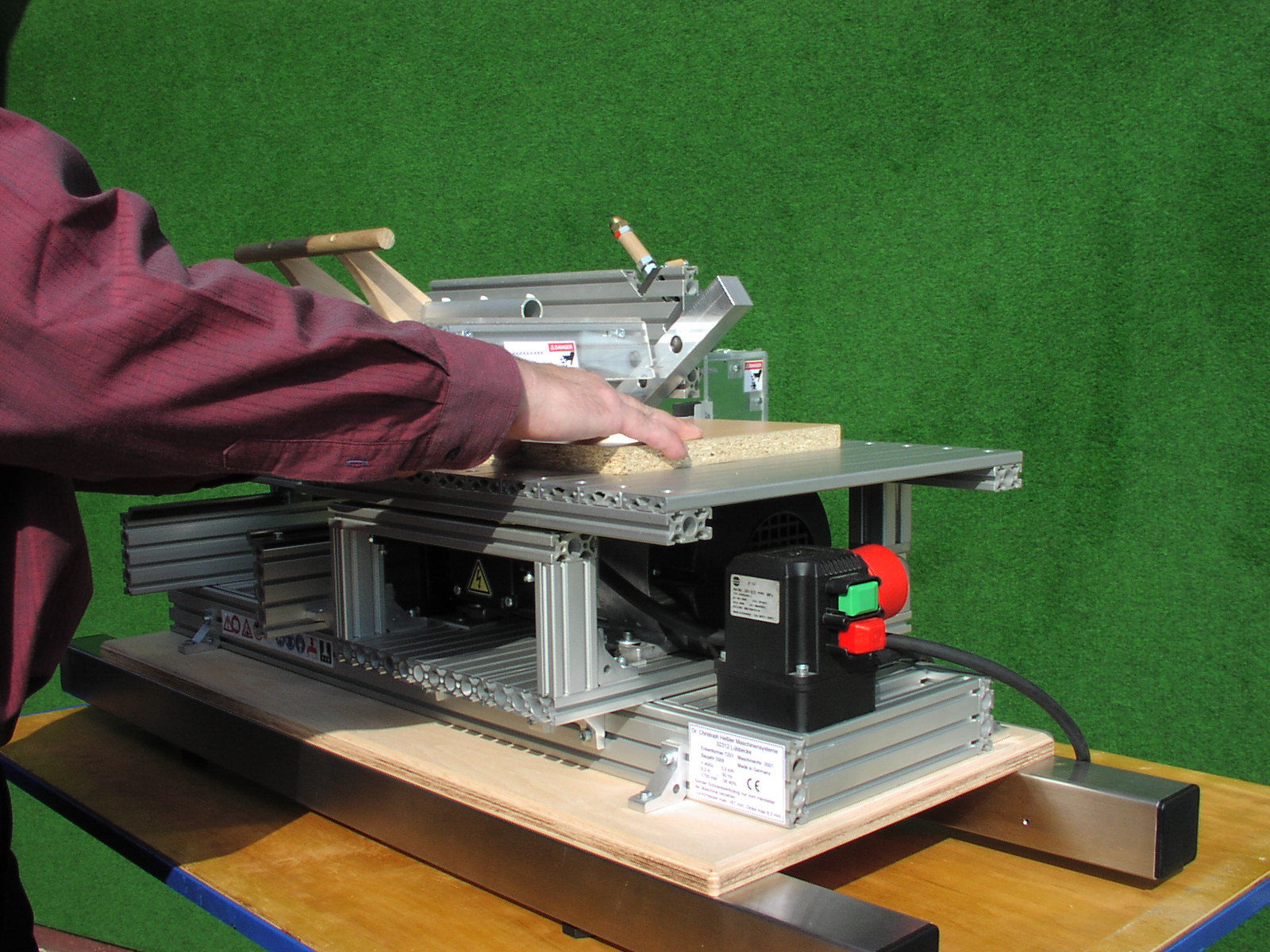
- Step 2: To do this, place the part horizontally on the table on the right-hand side and position it on a rotating stop, sliding it back and forth horizontally. This removes one leftover corner. For the second remnant corner, the part is turned over and the process is repeated.
Conclusion: The time saving compared to parting off, filing and grinding is up to 90% with better quality.
Price
- On request
Technical requirements
- Three-phase current 400V
- 220V luminous flux on request
Scope of delivery
- Machine
- Special milling cutter, assembled and tested
- Every machine with milling cutter is tested and approved on wood/plastic
- Operating instructions
- Tool
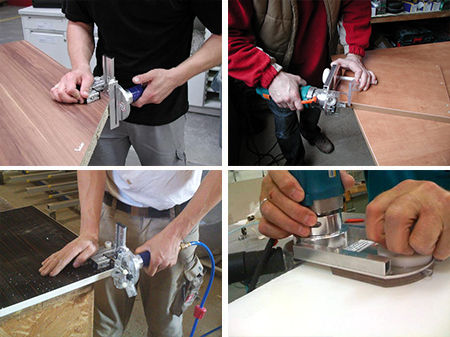
Customer testimonials
Work steps corner former TZ 01
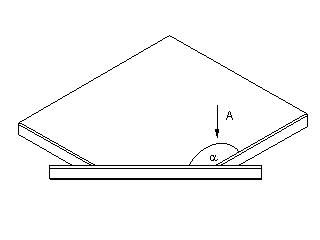
Start with a workpiece that has a corner A with an angle alpha, preferably 135°.
This workpiece was produced by an angular cut, e.g. on a sliding table saw (Altendorf, Martin, Panhans, SCM, Casadei etc.) and then edged on an edge banding machine (Holz Her, Brandt, IMA, Homag, Ott, Hebrock etc.) and milled flush and radius.
Start:
The part is inserted into the left-hand side of the corner former on a movable table and pushed against the front stop.
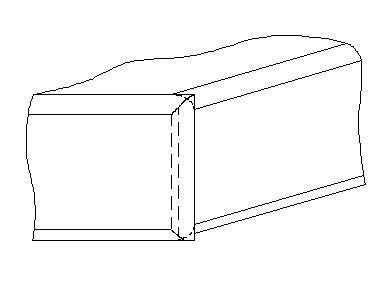
Step 1
The part is clamped in this position with a lever. By further increasing the force, the table with the part is set in motion and moved past the rotating tool.
The protruding end of the edge strip is milled off and the part is given a radius (shown as a dashed line). There are now still pointed residual corners (top and bottom), which are removed in the next step.
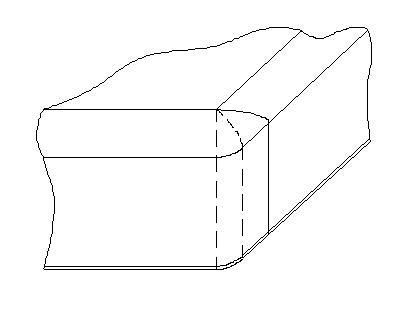
Step 2
To do this, place the part horizontally on the table on the right-hand side and position it against a rotating stop.
It is pushed back and forth horizontally. This removes one leftover corner. The part is turned over for the second remnant corner and the process is repeated.
The corner is completely machined.
Conclusion:
The time saving compared to parting off, filing and grinding is up to 90% with better quality
This is only available here
- TOP function
- TOP handling
- TOP processing
- Directly from the manufacturer
- Advice from the manufacturer
- Test free of charge
- Purchase on account
Reliable service
- When you buy a machine from our company, you always buy comprehensive service with it. This starts with the free provision of the machines for testing at your premises and continues with the prompt rectification of any defects and the continuous further development of our machines.
Test free of charge
Germany 05741 / 296 405
International +49 5741 / 296 405
Personalised advice
Dr Christoph Heßler Machine Systems
At the Ronceva 5
32312 Lübbecke
Phone: +49 (0) 5741 / 3012080
e-mail: christoph.hessler@c-hessler.de